水泥回转窑自动控制系统实施方案
文章作者:admin / 发表时间:2012/7/25 / 点击: 次
1.系统概述
水泥回转窑生产的自动化控制是水泥旋窑生产线不可缺少的关键组成部分,作为一个应用于现代化水泥厂的工业计算机自动化控制系统,它应该是覆盖了从水泥厂的全线生产过程控制和整个水泥厂生产管理的一个大系统。本系统就是从这个设计思想出发,采用目前先进的PLC和计算机网络控制技术,结合了计算机---客户机/服务器体系结构组成了一个完整地计算机生产控制、管理系统。计算机系统为计算机局域网络,采用SERVER/CLIENT(服务器/客户机)结构,通过开放性的100M高速以太局域网及TCP/IP网络协议实现互联。服务器通过PROFIBUS协议完成对外场设备所有采集数据信息的登录及处理,系统控制程序及数据的输出,并负责以太网网络及网络数据库的运行和管理。客户机基于服务器的数据按分配功能进行不同内容的监控操作,所有的客户机均可互为备用。该方案具有可靠性、方便性和灵活性,还可以实现在运行过程中的程序再开发。由于数据的集中采集和管理,减少了数据流动环节,从而减低了开发与维护成本。灵活的互备方式更将系统的操作管理及维护风险降低至最低程度。
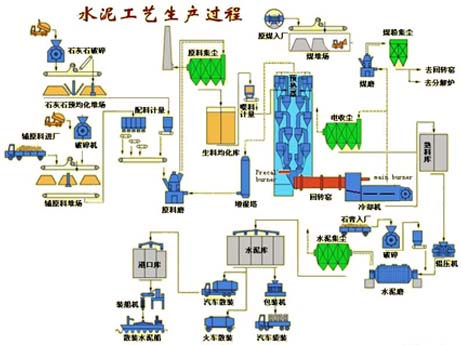
附:水泥生产线工艺流程简图:
2.配置简介
根据不同水泥厂的工艺流程和特点,以及各车间的具体位置,共设若干个现场控制站、若干个操作员站、一个工程师站,以实现从原料进厂到成品水泥出厂的计算机控制。
2.1:现场控制站现场控制站的主要任务是进行数据采集及处理;根据控制程序来实施实时的过程量的控制;进行设备监视和系统的测试与诊断。现场控制站主要含以下内容:原料制备和石灰石预均化;生料粉磨;生料配料;废气处理;窑尾分解;筒体温度扫描;烧成窑头控制;窑头看火;煤磨控制;熟料配料;水泥粉磨和输送;等等。根据具体情况由它们组成若干个现场控制站。
2.2:操作员工作站全厂设若干套操作员站,它是对全生产线工况进行监视、控制及操作的人机接口,主要完成数据、图形及状态的显示,历史数据的存档,故障记录,故障状态显示,报表打印以及工艺设备选择,电机成组或单机的启动、停车、急停、复位和数据给定等控制操作。各个操作员工作站可以互为备用。
2.3:工程师站系统配置一台工程师站,可随时随地调用、查看整个生产过程的设备运行情况和操作情况。例如,物耗、煤耗、产量、设备运转率、各种不同类型的趋势图表、生产和系统分析数据。也可用来开发编制操作员工作站的工程应用软件,并可兼有操作员站的功能。
2.4:系统软件系统软件由下位编程软件STEP5,上位监控软件(WINCC,CIMPLICITI等),网络通讯软件,应用软件等组成。
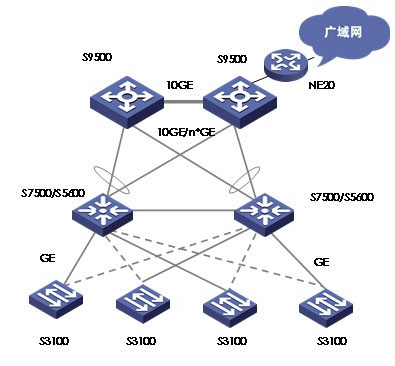
3.一个计算机系统配置实例生料工作站回转窑工作站熟料工作站工程师站网络打印机100M以太网双机热备服务器烧成窑头控制系统窑尾过程控制系统煤粉制备控制系统分布式I/O熟料控制系统PROFIBUS-DPGEFPROFIBUS光纤环网
生料控制系统废气处理控制系统原料制备、均化控制系统分布式I/O
4.技术优越性
4.1服务器
①数据库生成、编辑和管理功能:为整个控制系统的数据信息、图像信息、实时的和历史的控制数据和状态数据信息、计算机系统的运行和管理信息等提供生成、存储、处理和管理功能,建立相应的各种专用数据库。
②计算机局域网管理功能:维持整个局域网的正常运行,管理网络资源、网络操作和网络通信,实现系统资源共享,提供网络测试和故障报警、告警功能。
③数据采集和存储:通过控制计算机系统网络完成采集实时数据、并分类存储。

④日常数据管理:对采集到的原始数据和计算得出的参数,进行分类存储并完成相应的统计工作;自动做出各日报表、周报表、月报表、季报表和年报表等;并能按照管理的要求,做出不同形式的用于不同要求的统计报表。⑤网络安全功能:为确保数据安全,防止对数据的非法访问,设立分级数据安全系统,采用数据加密、访问口令、对不同的管理人员开放不同的数据范围和操作许可的方法,保证数据的安全可靠。
⑥对接口设备的管理功能:负责对各接口设备的工作状态检测、测试和管理,定时或在人工命令下启动接口设备自检,并将测试结果报告管理人员,在异常状态时发出告警。
4.2高速以太网中央监控系统的管理网络采用100M交互式高速以太网,充分保证了系统数据交换、传递及处理的实时性和可靠性。同时保证了本系统与外界连接的高速性、开放性和便利性。
4.3 PLCPLC(ProgrammableLogicController)在当今的工业界得到了全面的广泛应用,已经成为工业领域内高可靠性计算机程序控制系统的代名词。PLC适合于各种恶劣环境,不仅能实现复杂的逻辑、数字控制,而且在过程控制、网络通讯等领域内也日益成为人们的重点选择对象。在众多的PLC当中,如何选型取决于实际的应用需要。一般的小规模普通应用不需特别考虑,几乎所有的PLC都能胜任。大规模或特殊的应用场合就可以分出PLC的高下了。水泥厂特点是距离长、规模大、站点多、通讯对象多。SIEMENSS7系列PLC恰恰适合于这样的应用需求,其强大的通讯能力、高速灵活的网络体系、领导潮流的开放式PROFIBUS现场总线结构令众多的PLC难以与之匹敌。本方案主要采用具有很高性价比的SIMATICS7-300PLC,其主要特点是:①模块化结构设计。且模块小型化、无排风扇结构、易于实现分布、易于扩展、导轨式安装,便于维护。②高电磁兼容性和强抗震动、冲击性,使其具有最高的工业环境适应性。
③功能强大。多种不同的CPU可供选择,以适用于不同的需要;提供有各种类型的I/O模块、功能模块、通讯模块;程序运算速度快,一个指令处理时间只有0.3s;运算指令丰富,强有力的程序处理能力;具有完善的自诊断功能。④通讯能力强。具有多种不同的通讯接口,包括点对点、多点连接、PROFIBUS现场总线连接及工业以太网连接等。通讯协议的多样化,及具有的自定义功能使得各种通讯类型的应用成为可能,为应用系统的整合与集成提供了非常好的条件。
⑤所有PLC系统的配置,包括通讯的配置,及组态、编程、调试、维护、管理等均集成在STEP7软件中,统一的界面、全局的数据管理、方便的操作等为用户创造了良好的环境。4.4PROFIBUS现场总线PROFIBUS是当今世界上工业领域内应用得最广泛、也是最成熟的现场总线,它原是欧洲标准(EN50170),现已成为现场总线国际标准之一。采用现场总线使分布式现场控制成为可能。其优点是开放式、全数字化、双向、多变量通信,控制系统及控制功能分散,便于组成大型的开放式控制系统,系统风险降低、系统的开发与维护简单、节约大量的电缆管线、方便操作和管理。因此,现场总线一出现,就被认为是控制新时代开始的标志。本方案采用PROFIBUS协议,以适用于多个PLC间的连接及数据的自由交换。其主要特点有:
①速度快。传输速率可达12Mbps。因此信号的采集和输出具有很高的响应速度。②通讯距离长。电气连接最大距离可达9.6公里,采用光缆可达90公里。
③传输介质可以是双绞线,也可以是光缆。当采用光缆连接时可以采用双缆将网络连成环形,构成冗余网络,在网络某处一根线断开或两根线同时断开时,网络将自动构建新的连接方式,以保证网络系统仍能维持正常的运行。④同时支持主-主令牌访问及主-从通讯方式,令网络有更大的灵活性,并连接更多的站点。
⑤开放性系统。获得为数众多的第三方厂家的支持,可供选择的连接设备品种更多,更加方便。
5.全厂自动化控制
系统组成在工业计算机自动化控制系统中,一切紧紧围绕回转窑生产控制管理这个中心,将回转窑生产的所有工艺段都纳入该系统的控制管理范围,可完成对所有生产及检测设备的控制和管理,实现全线的自动化。水泥生产自动控制系统原料控制系统原料计量与均化系统生料配料及计量系统生料质量控制系统生料磨控制系统生粉均化控制系统生粉入窑控制及计量系统烧成控制系统三级旋风预热控制系统窑外分解控制系统电收尘控制系统窑体监测和控制系统看火工业电视系统烧成筒体扫描系统煤设备控制系统熟料冷却及破碎控制系统熟料输送控制及计量系统水泥控制系统熟料配料控制系统熟料磨控制系统水泥包装及计量监测系统
Tags: 水泥回转窑 水泥机械 自动控制系统
或许你会对下面的感兴趣:
- 一、回转窑安全操作规程 (2012-7-25 14:54:29)
- 浅谈球磨机中空轴裂纹的修理 (2012-7-23 14:32:48)
- 球磨机的齿轮轴断裂故障的分析与解决方法 (2012-7-23 14:32:15)
- 水泥磨 (2012-7-21 10:51:56)
- 原料磨 (2012-7-21 10:45:16)
- 水泥磨机用变极启动无滑环绕线转子感应电动机 (2012-7-20 14:39:3)
- 球磨机最佳工作情况研究 (2012-7-19 15:47:17)
- 原料磨 (2012-7-19 14:44:8)
- 球磨机主轴承烧瓦事故是什么原因 (2012-7-19 14:44:8)
- 球磨机磨球材质的发展现状 (2012-7-19 14:44:7)
