水泥磨中空轴瓦的发热问题的分析
文章作者:admin / 发表时间:2012/8/7 / 点击: 次
我厂现有水泥磨机3台,煤磨机2台。自1988年投 产以来,有时发生磨机中空轴瓦发热甚至引起烧瓦的 现象。以1号水泥磨为例,该磨机是丹麦FLS公司的 Φ3.6m×12m 康必丹磨,测温点在中空轴表面,当温度 超过67.7℃时,就会引起磨机跳停。本文对轴瓦发热 的原因及处理方法进行总结,以便大家借鉴。

一、磨头(入料端)的轴承座滚针不灵活
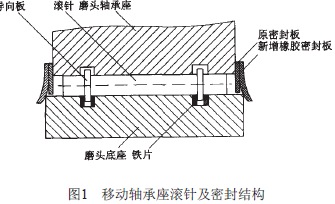
磨头轴承座滚针不灵活,会造成磨机运转中无法 自由膨胀,而引起轴瓦发热,并且是在轴向力的作用 下2块瓦同时发热,特别是磨头瓦。比如在一次磨机技 改后,刚运行时,磨头中空轴温度上升速度很快,无法 控制,5h后温度就达67.7℃,磨机跳停后取出瓦,有的 地方巴氏合金已经融化。用百分表搭在磨头轴向端, 发现磨机在运行中并不朝磨头轴向膨胀。检查发现滚 针的导向槽内有4条铁片,见图1。承揽改造的公司在 安装时,由于导向板与导向槽之间的间隙较大,就在 此处增加了4条铁片,其目的是减小导向板与导向槽 之间的间隙,保证磨机膨胀时磨头轴承座移动中心线 能够与磨机的中心线重合。但我们认为,增加铁片后, 导向板与导向槽之间的间隙变得很小,滚针的纵向中 心线与磨机纵向中心线不重合,磨筒体热膨胀时滚针 移动阻力增大,最终造成滚针不灵活,轴瓦温度高。
处理办法:
1)顶起磨机,取出4条铁片,对滚针的纵向中心线 进行调整,使之与磨机纵向中心线重合;
2)清洗滚针,加入充足的润滑脂,由于滚针外侧 原密封板和底座存在间隙,密封不良,又增加了一层 橡胶密封板。
1994年9月处理后,磨能够自由膨胀,中空轴温度 的上升速度缓慢多了,当磨头瓦达50℃、磨尾瓦达 54℃时,中空轴温度就基本稳定,不再上升,再也没出 现烧瓦的现象。其后的生产中,虽也时常发生中空轴 高温的问题,但这种高温是缓慢达到的,到一定程度 就趋于稳定,不再上升。
二、出磨水泥温度高引起中空轴瓦高温
1号水泥磨的熟料入磨温度为100~120℃,出磨水 泥温度常高达140℃。水泥温度超高不但影响产品质 量,还会引起中空轴高温甚至磨机跳停。 据统计,一般出磨水泥温度提高10℃,磨尾中空 轴也会随之升高4℃,我们采取了下列措施降低出磨 水泥温度:
1)磨头磨尾设置喷水装置
磨头喷水系统安装操作较简单,主要问题是伸进 磨内的喷水管在磨头下料点位置磨损很快,后在此部 位外套耐磨保护管,系统使用一直都比较正常。
在磨尾出料处,安装了温度传感器,测量出磨水 泥的温度,温度控制与中央控制室联锁。当出磨水泥 温度低于110℃时,磨尾喷水水泵不工作,否则,水泵 开始工作。在水泵的出口处安装有水量调节阀,其开 度受出磨水泥温度控制,出磨水泥温度<110℃时,开 度为0,当水泥温度达125℃时,开度<100%,水泥温度 调整范围为110~125℃。
磨尾喷水系统出现的主要问题是水套两边的橡 胶密封圈很容易磨损,造成水套漏水漏气,使系统无 法正常使用。
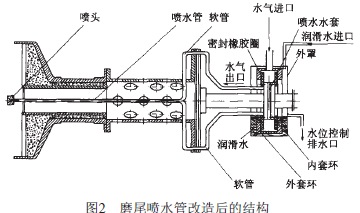
原系统在外罩安装有水位开关,水位低时能自动 启动润滑水泵,使水位保持正常,从而对橡胶密封圈 起到润滑和冷却作用,避免橡胶圈干磨。但实际上,水 位开关不灵敏,使橡胶圈干磨。我们对此部分进行了技术改造,增加了循环水冷却装置(见图2)。考虑到润 滑水实际用量很小,在外罩上安装1根进水管,在正常 润滑水位安装排水管,进水球阀在磨机运行时常开, 多余的水从排水管排出,始终保证润滑水在正常水 位,并根据实际用量对进水球阀进行调节。此方法大 大降低喷水系统的故障率,从而起到控制出磨水泥温 度的作用。
2)增加熟料库
2002年在另一条生产线建设时,设置了2个熟料 库,包括原有的1个熟料库,共3个熟料库,保证出窑熟 料在库内的停留时间,降低了入磨熟料的温度。
3)控制熟料粒度
对篦冷机出口锤式破碎机的篦条进行调整,并经 常检查锤头和篦条的磨损情况,及时对锤头和篦条进 行更换,防止大块熟料入库,使熟料在磨内更容易破 碎研磨。
4)选粉机
使用的是德国进口的离心式选粉机,回 粉量很大,在产品细度和比表面积要求更高以后,回 粉量更大,一般是进料量的100%~150%。原选粉机设 计有外壳水冷却系统,由于用水量很大、成本很高及 水套腐蚀漏水,1992年后就没使用。1998年我厂进行 循环水改造后,对水套进行了更换,重新使用选粉机 外壳水冷却系统,对降低出磨水泥温度也起到一定的 作用。
三、其它
1)磨尾出料中空轴和螺旋筒间的空腔内混凝土 脱落,重新填充浇注料。
1号磨在处理完磨头滚针后,一段时间内没有发 生烧瓦的情况,但不久,就出现温度升高及磨机跳停 故障,检查发现磨尾空腔填充的混凝土有半圈粉碎脱 落。我们对磨尾空腔内的混凝土进行清除,整圈重新 填充回转窑使用的浇注料。在相同条件下测量,磨尾 筒体外端面温度在62℃左右,中空轴的温度为57℃。
2)轴瓦定期除垢,保证冷却水的换热效果。
由于球磨机运转多年来,始终未对瓦内冷却水道 进行清洗,瓦内严重积垢,至1998年,磨尾中空轴温度 持续偏高,一般都超过60℃。我们使用一种从美国进 口的除垢剂定期对轴瓦进行除垢,效果相当显著,中 空轴温度可下降4℃左右。
3)原润滑油的牌号选择不当
原使用Mobi1630润滑油(220号中极压齿轮油), 由于轴瓦高温,后把润滑油更改为Mobi1632(320号中 极压齿轮油),润滑效果更良好,对降低轴瓦温度起到 一定的作用。
4)轴瓦润滑油站的储油箱内未设油冷却器,轴瓦 润滑油温度一直偏高,特别是在夏季,磨头油温最高 达50℃,磨尾油温最高会达54℃。针对这一问题我们 在磨头磨尾轴承座回油管路中各安装了一台油冷却 器,轴瓦润滑油温度磨头可控制在43℃之内,磨尾可 控制在47℃之内,保证了润滑效果,对降低中空轴温 度也起到一定的作用。
四、 结束语
总结以上几种轴瓦发热的原因,轴承座滚针不灵 活是引起磨机中空轴高温并跳停的最主要的原因,对 轴瓦危害也最大,该问题解决后,可基本保证磨机的 正常运转。出磨水泥温度高和中空轴隔热不良对中空 轴温度的影响也较大,这2个问题解决了,就较少发生 由于中空轴高温而引起的磨机跳停,提高了磨机的运 转率。经过几年的维护和改造,1997年后,1号水泥磨 的运转率不断提高,1996年为66.1%,至2003年已达 93.3%。
Tags: 水泥磨 水泥机械设备
或许你会对下面的感兴趣:
- 水泥回转窑检测技术的进步 (2012-8-6 10:24:35)
- 水泥回转窑的生产管理 (2012-8-4 16:4:31)
- 如何选购球磨机/选购水泥球磨机需要注意哪些问题 (2012-8-4 9:6:50)
- 2.2*6.5水泥磨机系统升级改造 (2012-8-3 17:57:28)
- 项目建设混凝土不可或缺安全是第一位 (2012-7-30 8:53:54)
- 水泥设备企业规章制度范文 (2012-7-26 16:23:16)
- 水泥机械设备生产企业规章制度范文 (2012-7-26 15:42:20)
- 水泥磨的简介 (2012-7-23 14:45:15)
- 水泥磨 (2012-7-21 10:51:56)
- 原料磨 (2012-7-21 10:45:16)
