水泥磨机齿轮间隙的选择
文章作者:admin / 发表时间:2012/8/8 / 点击: 次
一对齿轮传动时,为了在齿廓间能形成润滑油 膜,避免因齿轮受力变形、摩擦发热而膨胀所引起的 挤轧现象,在齿廓间必须留有齿侧间隙(简称侧隙). 但侧隙的存在却会产生齿间冲击,影响齿轮传动的 平稳性,因此这个侧隙只能很小.通常由齿轮公差来 保证。安装过程中必须保证齿侧间隙在一个合理的 范围,对提高齿轮传动的平稳性及齿轮副的使用寿 命非常必要。
1.保证侧隙要素
侧隙的根本目的是在相啮合的齿廓之间储存一 定的润滑油以形成油膜。满足齿轮啮合的需要.这个 间隙我们称为保证侧隙。保证侧隙的大小和齿形的 大小有关,齿形大保证侧隙大。反之亦然。和齿轮的 各项几何参数一样,保证侧隙也是模数的函数。此 外,选择侧隙时还应考虑齿轮的精度,譬如齿形误差 等对侧隙的减少量,所以要将该因素叠加进去。再 者,还应考虑齿轮啮合时,齿轮本身及其装置的热膨 胀量导致侧隙减少的因素。
综上所述,齿侧间隙包含三个要素:齿轮模数。 齿轮精度等级及齿轮工作中温度的影响。
2 磨机齿侧间隙的选择
(1)JC334.1-94(水泥工业用管磨机》标准中所 认定的侧隙是按磨机齿轮副中心距选定的。笔者认 为中心距A=m( 十 )/2,其中包含了2个要素,相 同的中心距可以用增大(或减小)模数(/7/,)和减小 (或增大)齿数z来获得。换言之,同一个中心距可 能出现大小不同的齿形.理应有不同的各自需要的 侧隙。而磨机边缘传动齿轮模数在2O~28之间选取. 若按中心距来选取,同一个中心距不同的模数只能 得到相同的侧隙,笔者认为这样选取未免过于粗糙。
(2)磨机的大齿轮是装在磨筒体上的,磨内研 磨体相互撞击使磨筒体温度升高的过程也是大齿圈 膨胀的过程。由于这种特殊结构,磨体齿轮副因热膨 胀所减少的侧隙量要大于常规的齿轮副。众所周知,管磨机有湿法磨、干法磨之分,干法磨中还有原料 磨、风扫磨和水泥磨等类型,其出料端磨筒体的温度 各不相同,差异很大。如水泥磨出料端筒体温度达 100℃以上,而湿法磨在50℃以下,它们所引起的侧 隙减少量是不同的,而管磨机标准中却忽略了这一 点,没有考虑到大齿圈工作温度对侧隙的影响。
笔者将国外某公司磨机侧隙选择表(表1)提供 给读者,供参考。这里必须指出,由于管磨机的边缘 传动齿轮的精度等级已经确定,因此表l中不再反 映精度等级的要求(管磨机标准也是如此)。
如果选择某个侧隙(S),运转中扣除了齿形误 差,热膨胀减少量而获得的侧隙是我们所需要的理 想保证侧隙,这个侧隙的选择是合理的,是我们所选 择的最佳侧隙。
表1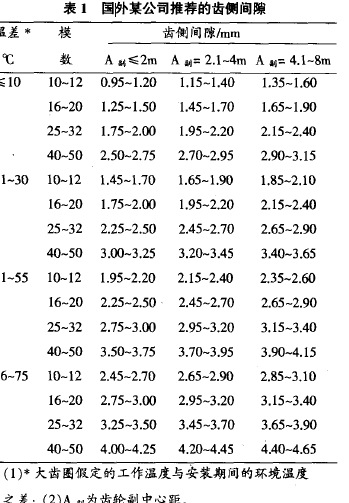
磨机齿轮副的保证侧隙可以在立即停磨后对热 态齿轮副侧隙进行多次、多处检测,其热态侧隙便是 我们所需要的保证侧隙。为此,我们可以积累大量的 有用资料.为今后齿侧间隙的选取提供依据。
3 磨机齿轮副侧隙的检测
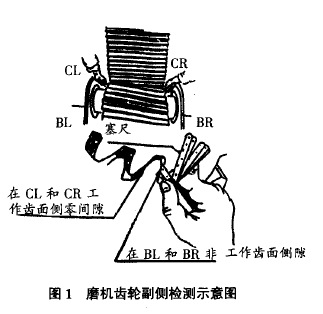
磨机齿轮副侧隙检测时首先用塞尺检查工作齿 面侧两端(CL或CR)的接触间隙(见图1),同时通过 调整轴承座获得此处两端零间隙;其次通过塞尺检 查非工作齿面侧两端(BL或BR)~tJ隙,如果测量的 侧隙值达不到表1中的推荐值,可以通过平行移动 小齿轮轴来进行调整,调整完后进行再次检查。最后 要求大齿圈每转90。记录下工作齿面侧(CL或CR) 与非工作齿面侧(BL或BR)两边的间隙。
Tags: 水泥磨 水泥磨机 水泥磨粉机 水泥设备
或许你会对下面的感兴趣:
- 如何提高闭路水泥磨的产量? (2012-8-8 15:25:8)
- KM提升式双层筛分隔仓板在3.2mx13m圈水泥流粉磨系统中的应用 (2012-8-8 14:20:28)
- 水泥磨中空轴瓦的发热问题的分析 (2012-8-7 17:45:46)
- 2.2*6.5水泥磨机系统升级改造 (2012-8-3 17:57:28)
- ok辊磨的组成结构和工作原理 (2012-8-3 17:22:57)
- 水泥厂生产的水泥设备的介绍 (2012-8-2 10:59:28)
- 螺旋输送机安全操作规程 (2012-7-25 14:55:27)
- PCF2022 破碎机安全操作规程 (2012-7-25 14:55:18)
- 水泥磨的简介 (2012-7-23 14:45:15)
- 球磨机的齿轮轴断裂故障的分析与解决方法 (2012-7-23 14:32:15)
